
Comment vous raconter la plus belle expérience que je n’ai jamais vécu autour du Whisky…
Une semaine de fou, une semaine d’émerveillement, le GRAAL pour tout amateur averti et passionné de Whisky.
Mais commençons par le début… Commençons par Springbank.

Springbank est une distillerie fondée en 1828 par les frères John et Archibald Mitchell à Campbeltown.
Springbank regroupe les 3 marques Hazelburn, Springbank et Longrow pour un volume de 260 000 litres…
Quand on pense que Caol Ila fait 4 millions et Glenfiddich 21…
Elle possède également la distillerie Kilkerran ainsi que l’embouteilleur indépendant Cadenhead’s.
Springbank est l’une des rares distillerie Écossaise à maitriser l’intégralité du processus de fabrication de l’orge à l’embouteillage. C’est une vraie distillerie artisanale où tout est fait à la main.
Springbank est la seule distillerie à proposer une Whisky School, une semaine d’immersion dans la distillerie à travailler (oui oui, travailler…) en passant par 1/2 journée sur tous les postes d’élaboration du whisky.
Une semaine avec 5 ou 6 comparses venus du monde entier, hébergés dans une Guest House, logés, nourris et habillés… C’est un peu l’auberge espagnole façon Écossaise 😉
L’arrivée se fait dès le dimanche soir dans la Guesthouse située à quelques pas de la distillerie où l’on prend possession de sa chambre et connaissance du programme de la semaine qui s’annonce chargé.



Et là, on fait connaissance avec les autres participants, ceux avec qui on va œuvrer toute la semaine de 8h à 18h à la distillerie (voire plus…), partager les repas et passer les soirées autour d’un verre de whisky bien évidemment…
Pour cette session, Term 15, il y avait 3 Californiens, 1 Sud Coréen, 1 New-yorkais et le dernier de Seattle.
Le délais moyen pour participer à la Whisky School étant de 4 à 5 ans, autant vous dire que tous, sans exception, étions de grands passionnés et amateurs de Whisky.

Le Lundi matin, dès 8h, après un bon Scottish Breakfast c’est un accueil très chaleureux à la distillerie qui nous attend. Tout le monde est très gentil, très attentionné et heureux de nous voir débarquer, main d’œuvre motivée et en pleine forme.
Car il ne faut pas croire, c’est une semaine de travail et non une semaine de visite d’une distillerie… et là on nous explique que le programme est chargé et qu’il y a du boulot qui nous attend.
En tant « qu’étudiant » nous avons accès à toute la distillerie, nous pouvons aller et venir à notre convenance, le tout étant de respecter les consignes de sécurité et de porter notre superbe gilet orange nous identifiant comme stagiaire à part entière.
Là… je vous laisse imaginer ce que ça veut dire pour un amoureux et un passionné de Whisky…
En gros c’est : on vous laisse les clés, vous éteindrez en partant !!!!!!!!!!

Je vais vous décrire cette folle et passionnante semaine dans l’ordre du processus d’élaboration du Whisky chez Springbank.
Ce n’est pas forcément l’ordre dans lequel nous avons œuvré, dépendants des contraintes (notamment sur l’orge) et des horaires des équipes avec qui nous travaillions.
Le travail de l’Orge

Là où les autres distilleries achètent l’orge déjà malté (tourbé ou non), Springbank reçoit son orge brut et se charge donc de le rincer, de le faire germer puis de le tourailler avant le processus de fermentation puis distillation.
C’est un dur labeur car l’orge demande une surveillance de tous les instants lors de la germination, étape cruciale et sensible, dépendante de la qualité de l’orge, de la météo et de la température.
Les équipes font les trois huit et se relayant jour et nuit à ce poste, manipulant la bagatelle de 10 tonnes d’orge à chaque session, tout est fait à la main, à la pelle, à l’ancienne quoi…
Barley Steeping – Trempage
Le trempage est la première étape du processus de maltage et est donc crucial pour obtenir un malt de haute qualité. Le but du trempage est d’augmenter la teneur en humidité de l’orge, ce qui déclenche une série de réactions dans le grain. Pendant le processus de trempage, les hormones nécessaires sont libérées par l’embryon, ce qui entraîne la création et la sécrétion d’enzymes. Le grain est émerger en deux fois (12h puis 14h) pour en améliorer le rinçage et l’oxygénation après le 1er trempage.
L’eau est ensuite évacuée et l’orge laissé pendant 4 heures avant d’être répartie sur le sol. Une fois le processus de trempage terminé, la teneur en humidité de l’orge aura augmenté d’environ 12 % à 46 %, et les grains auront commencé à « germer ».



C’est à ce moment là que l’orge est étalé pour commencer le processus de germination.
Barley Germination
Le but de la germination est de produire les enzymes essentielles à la conversion efficace de l’amidon en sucre plus tard dans le processus de brassage.
Le contrôle de la température est essentiel à une germination réussie, l’objectif étant de maintenir l’orge entre 16 et 20 degrés.
Il est indispensable de retourner régulièrement l’orge afin d’éviter l’échauffement, les deux outils sur les photos ci dessous sont utilisés à tour de rôle toutes les 4h et ce pendant 6 jours.




Barley kilning – Touraillage
Le touraillage est le processus de séchage du grain lorsque ce dernier a atteint le niveau de germination optimum.
Et c’est à cette étape que l’on décide si l’on fait un whisky non tourbé, un peu tourbé ou très tourbé.
La distillerie Springbank malte 800 tonnes d’orge par an.
Si l’on veut un whisky non tourbé, l’orge est séché à l’air chaud, et si l’on veut un whisky tourbé, ce dernier est séché sous un feu de tourbe.
la fumée passant à travers le grain, ce dernier capte les saveurs que dégage la tourbe en brulant.
La distillerie fait deux whiskys tourbés, le Springbank à 12 PPM et le Longrow à 40 PPM
Pour obtenir cette différence de phénol, il suffit de laisser plus ou moins longtemps de temps de séchage sous la fumée de tourbe
Le Springbank est séché pendant 30 heures dont 6 sous la tourbe, le Longrow lui passe 48 heures sous la fumée.

Le processus de fumage est simple, tous d’abord, on étale dans le séchoir les 10 tonnes d’orge précédemment mises à la germination, on allume un feu de tourbe sèche sous le séchoir qu’on alimente ensuite avec de la tourbe humide pour avoir un maximum de fumée.
Autant vous dire que ça sent le feu de tourbe dans toute la ville de Campbeltown…










Barley Milling – broyage
Une fois l’orge malté, il est maintenant temps de le broyer pour casser les grains avant d’en extraire les sucres et les enzymes.
Et là… on se retrouve devant un moulin sans age… Une superbe pièce mécanique Porteus Patent de 1940.
le processus est très important car le but n’est pas d’obtenir de la farine, mais un subtile mélange de grain, de coque et de farine d’orge pour optimiser l’étape suivante.



Barley Mashing – Brassage
Une fois l’orge broyé, il est temps de le brasser.
Le brassage est le processus qui consiste à mélanger la mouture et l’eau chaude dans le but d’extraire le maximum de sucres fermentables de l’amidon sous forme de maltose, de maltotriose, d’hexoses et de saccharose. Cela créé un liquide sucré appelé « moût » qui sera mis ensuite à la fermentation.
L’orge broyé est mélangé à de l’eau à 63,5 degrés pendant 10 heures



Fermentation
Là, on va faire de la bière… ou presque car jusqu’à présent, le processus est identique.
Une fois le moût refroidi à une température comprise entre 16 et 20 °C, il est alors mis en fermentation dans des grands foudres avec un ajouts de levure. La fermentation commence dès que la levure et le moût se rencontrent.
Le processus de fermentation chez Springbank est l’un des plus longs d’Écosse, pouvant durer jusqu’à 110 heures, le moût obtenu ayant une teneur en alcool d’environ 6 à 6,5 %.



Distillation
là on rentre dans le vif du sujet…
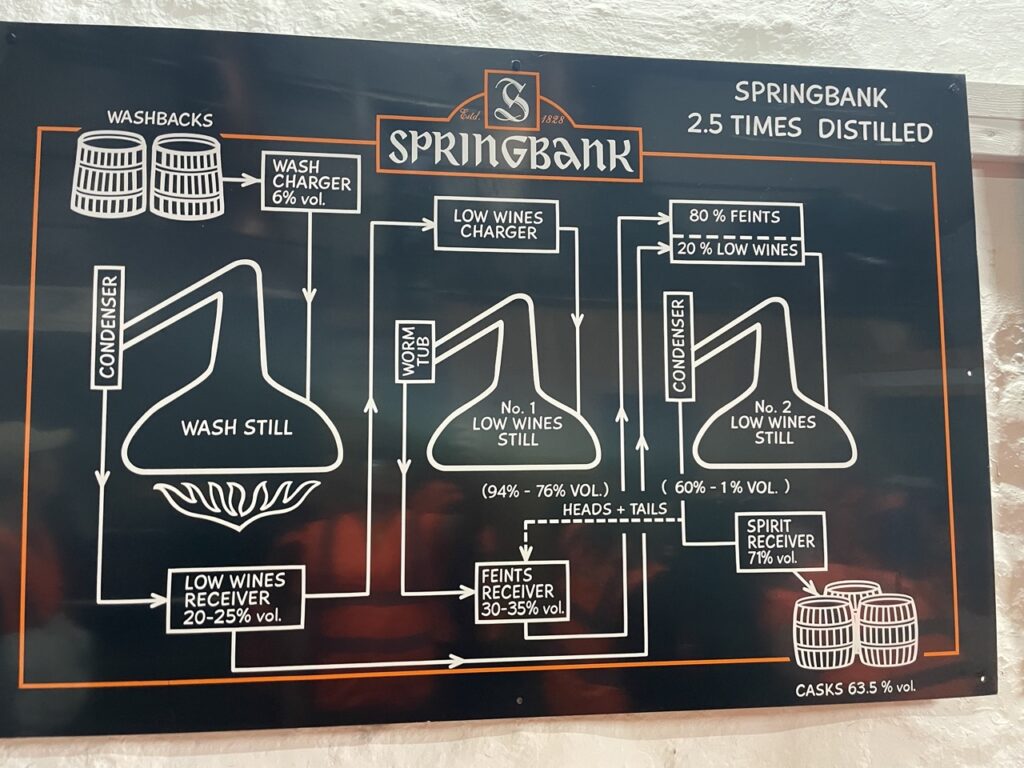
Partie complexe d’autant plus que Springbank a une particularité… elle ne distille pas de la même façon ses trois whiskys…
Longrow est distillé 2 fois, Hazelburn 3 fois et Springbank 2,5 fois… et là faut s’accrocher pour comprendre…
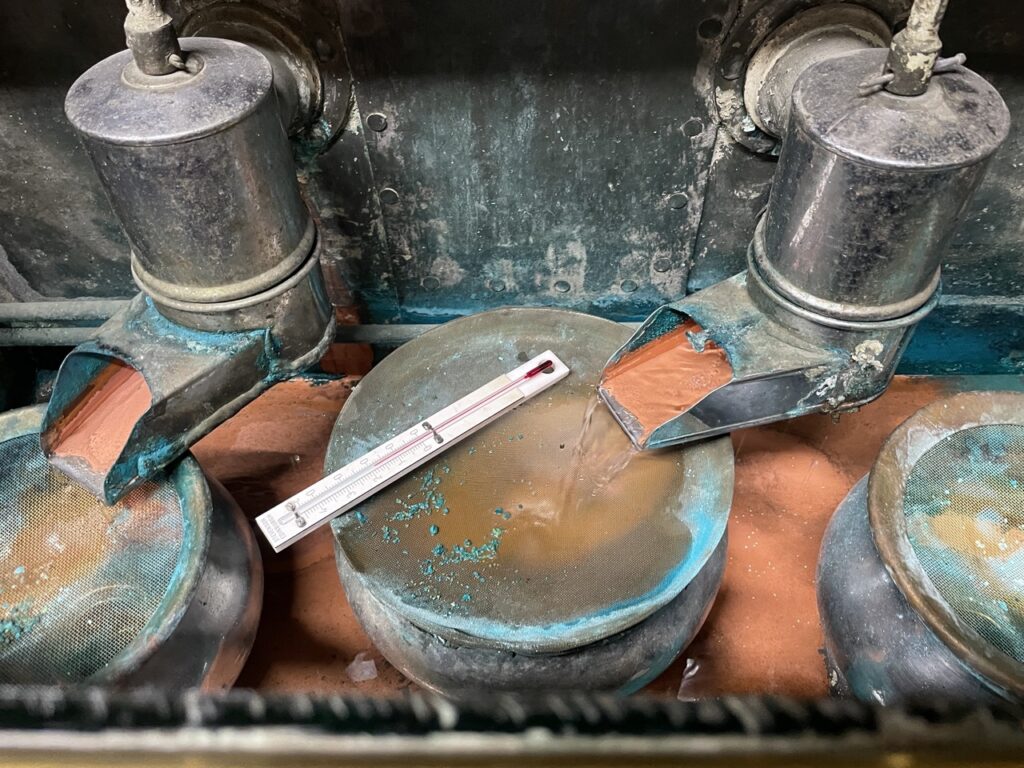
Les alambics sont des Copper Stills, des alambics en cuivre en forme d’oignon.
il y a tout un échange entre la chauffe, le refroidissement dans des colonnes d’eau et le cuivre qui capte en plus certaines impuretés afin d’obtenir un « New Make » merveilleux à l’issue du processus de distillation.
En termes simples, plus un spiritueux est distillé, plus sa teneur en alcool est élevée et plus son caractère est léger.

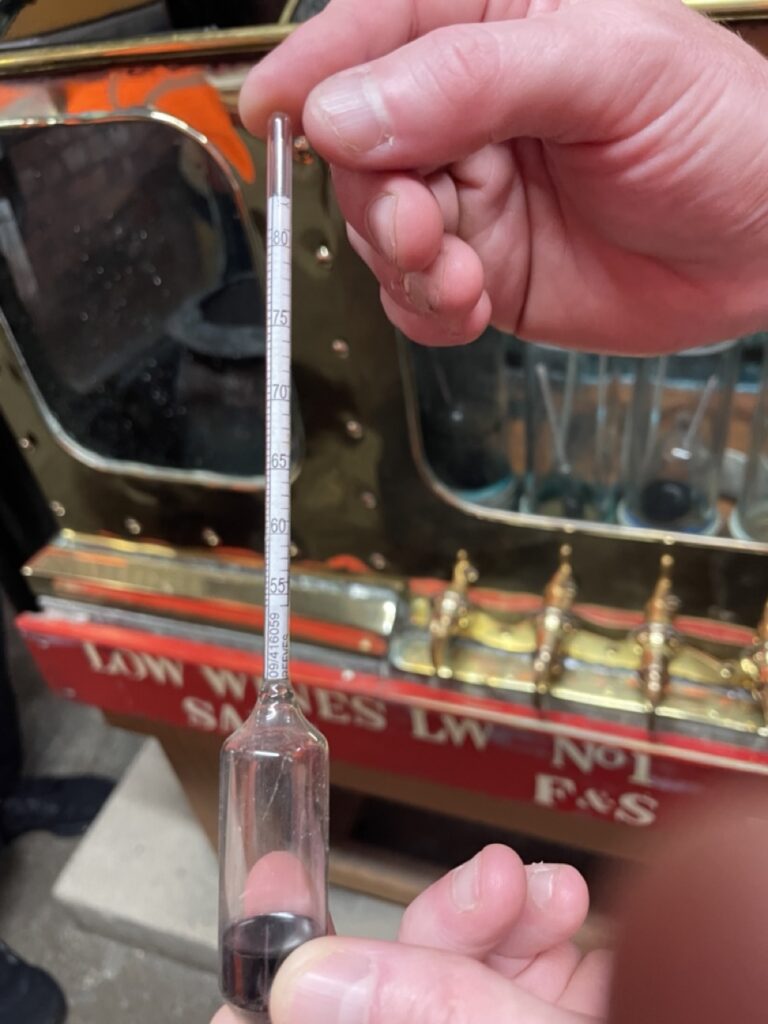
La première distillation est la distillation du moût. Environ 11 000 litres de moût à 6-6,5 % provenant du chargeur de moût sont versés dans l’alambic. Le résultat de cette 1ère distillation donne un Low Wine à 25 % d’alcool.
Vient en suite la deuxième puis le 2,5ème distillation (par un subtile processus de recyclage) de ce Low Wine qui donne pour le Springbank un new make proche des 70 %
Lors de la distillation, il y a 3 « jus » à différencier sortant de l’alambic.
La distillation finale, et l’alcool est donc « coupé » en trois parties : les têtes/foreshots, le milieu/hearts et les queues/feints.
Le moment précis où le distillateur coupe l’alcool est unique à chaque distillerie et a un impact majeur sur le caractère final de l’alcool.
C’est là qu’est tout le savoir faire du master distiller soucieux d’obtenir le meilleurs jus qui caractérisera le whisky et fera l’identité de la distillerie une fois maturé. Ce new make est donc unique et spécifique pour chaque distillerie.
Seul le milieu est conservé pour faire le futur whisky, les têtes et les queues pouvant être distillées à nouveau pour optimiser le volume.
C’est là que ça commence à devenir intéressant quand on aime le whisky…
ben oui… on connait le produit final qui a passé 10 ans dans des fûts à maturer tranquillement, on aime ce produit final, mais à la base ? c’est quoi le gout ?
Et il nous a bien entendu été permis de goutter et re-goutter ce liquide transparent à 70% sortant du bec de l’alambic… et là… on voit tout le potentiel du breuvage qui fera le futur whisky Springbank.
il est d’une fraicheur somptueuse, une très belle céréale s’exprime mais aussi avec des douces notes fruitées.








FILLING – Mise en tonneau
Une fois ce merveilleux New Make sorti d’alambic, il est de rigueur de le mettre en tonneau pour qu’il vieillisse dans les Warehouses de la distillerie.
C’est là que le whisky va prendre son goût si particulier lors de l’échange de matière entre l’alcool et le bois.
il y a trois types de fûts utilisés chez Springbank, les Butt (500 l), les Horgshead (254 l) et les ASB American Standard Barrel (191 l)
C’est là aussi que l’on va pouvoir utiliser des fûts bien particuliers pour obtenir des saveurs hors du commun pour des embouteillages spécifiques, des « special release » ou des exclusivités distilleries pour les passionnés.
Il y a des maturations ou des finitions faites dans des fûts de Sherry, Porto, Rhum, Vin rouge blanc ou doux, des fûts de chêne neuf…
Le champs des possibles devient alors infini. Chaque fût va apporter des arômes spécifiques qui pourront donner au bout de 10, 15 ou 20 ans un whisky d’exception.
Même si appellation Whisky est obtenue au bout de 3 ans de maturation, Springbank le laisse pendant 10 ans pour son entrée de gamme dans d’anciens fûts de bourbon.









Les Warehouses
Alors là, pour le coup l’expression « Laissez moi les clés, j’éteindrai les lumières en partant » prend tout son sens…
Imaginez ces grands bâtiments remplis de centaines de tonneaux qui attendent patiemment leur heure.







Bottling – Embouteillage
Après maturation, vient logiquement la mise en bouteille.
Springbank possède sa propre chaine d’embouteillage automatisée (ou presque) pour sa gamme permanente et une chaine manuelle pour les embouteillages spécifiques ou pour Cadenhead’s.
Pour la gamme permanente, un assemblage de différents tonneaux est fait afin d’obtenir le volume souhaité, tous issus d’ex fûts de bourdon et maturés 10 ans


Blending Session – Assemblage
Nous avons également, après tout le processus de fabrication du Whisky été initiés à l’assemblage de différents tonneaux pour élaborer un whisky qui nous plait, qui nous ressemble, à notre goût…
Dès lors que les différents ingrédients assemblant le whisky sont issues de la même distillerie le whisky est en appellation Single Malt
On se serait cru dans un TP de chimie 😉

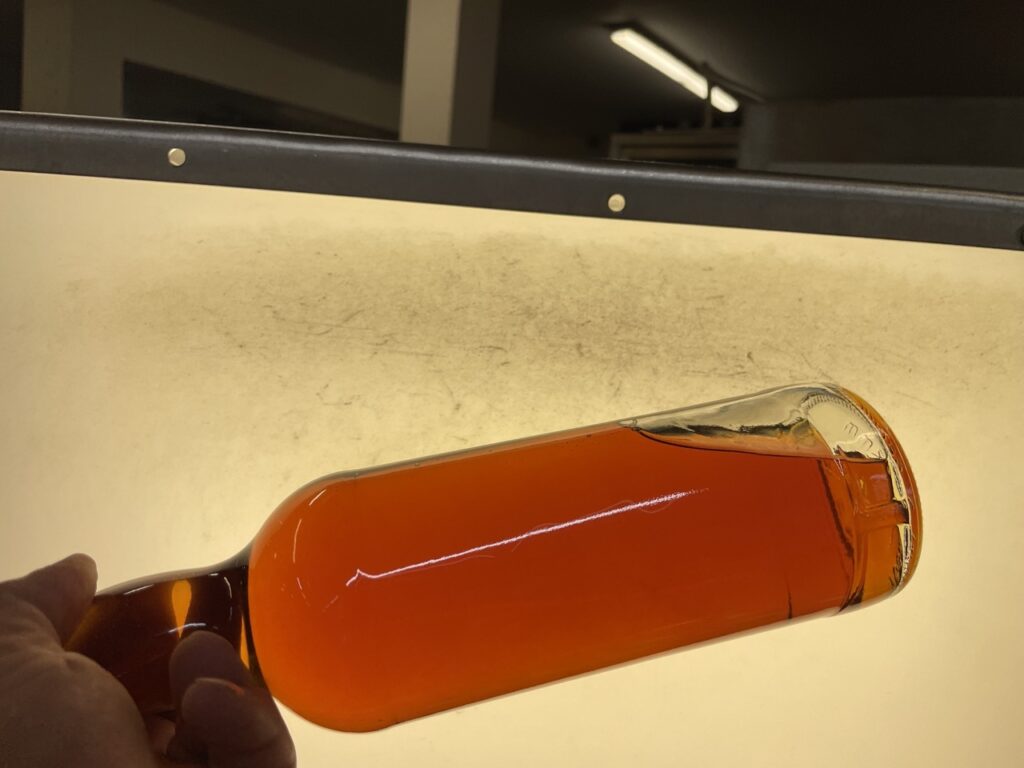
Nous avions devant nous 6 échantillons de Springbank de 6 tonneaux différents. Le but étant de faire un mélange pour obtenir la saveur souhaitée.
Il y avait un 9 ans ex fût de Bourbon, 7 ans ex fût de Sauternes, 10 ans ex fût de Porto, 10 ans ex fût de Rhum, 11 et 12 ans ex fût de deux Sherry différents tous en brut de fût à des degrés avoisinant les 60%.
Chaque fût a bien entendu marqué de façon très différente le whisky,
Le Bourbon apporte des notes de vanille et de caramel, le Sauternes des notes épicées et de fruits confits fruitées, le Porto quant à lui des notes de fruit rouge (mure, cerise…), le Rhum une vrai douceur épicée des iles et les fûts de Sherry marquent un goût riche et corsé, avec des notes de fruits secs, comme les raisins secs et les abricots, et des notes de noix.


Donc, avec tout ça, équipés de pipettes et de tubes à essai, nous voilà partis pour réaliser notre propre assemblage.
Pour ma part, cherchant la douceur en bouche j’ai éliminé les deux Sherry que je trouvais trop lourds pour me faire mon mix avec une base de bourbon et affiner tout ça avec le sauternes, le rhum et le porto.
Je ne donnerai pas la recette, c’est un secret industriel breveté par Nessie lui même…
Tout ce que je peux dire c’est que malgré ses 58,4%, il est d’une douceur incroyable… c’est tout, voilà vous n’en saurez pas plus…



Dégustations
Et bien oui… Comment passer une semaine dans une distillerie sans goutter ?
C’est tout simplement impossible.. ce n’est pas concevable !!!
Lors de cette formation, nous avons bien entendu goutté le New Make sorti d’alambic, nous nous sommes régalés au Washbar de la distillerie en gouttant des Springbank, Hazelburn et Kilkerran officiels mais très rares et âgés. Un émerveillement pour les papilles !!!
Il faut savoir que Springbank, comme évoqué plus haut a une toute petite production à l’échelle de l’Écosse et il y a un engouement tel autour de cette distillerie que les bouteilles sont aujourd’hui quasi introuvables. Donc quand on vous propose des 20 ou 30 ans d’age, ça ne se refuse pas…



Et pour le coup, nous avons été vraiment gâtés…
Nous avons commencé par la dégustation dans la warehouse de Cadenhead’s le plus ancien embouteilleur indépendant d’Écosse avec des bruts de fût de Glenlossie, Glenallachie, Caol ila, Ledaid, Burnside tous entre 15 et 20 ans d’age.
Certes ce n’était pas du Springbank, mais cela permet de voir ce que l’on peut faire avec un fût et un vieillissement bien choisi.
On sort ainsi des embouteillages officiels pour explorer ce que l’age et le fût peuvent apporter, voir la différence avec les gammes permanentes de ces distilleries..

Puis est venu le moment que nous attendions tous, la dégustation dans la Warehouse Springbank, la fameuse dégustation au milieu de tous ces tonneaux que nous avons vu, observé, touché sans pouvoir goutter depuis notre arrivée…


Et là, mais quel bonheur, quelle chance d’être là se dit on à ce moment précis.
Nous avons passé un très long et agréable moment dans cette warehouse en compagnie de notre hôte à scruter ce qui se fait de meilleur dans cette distillerie, à déchiffrer les inscriptions sur les fûts pour voir le potentiel de superbes bouteilles à sortir mais qui nous seront inaccessibles…
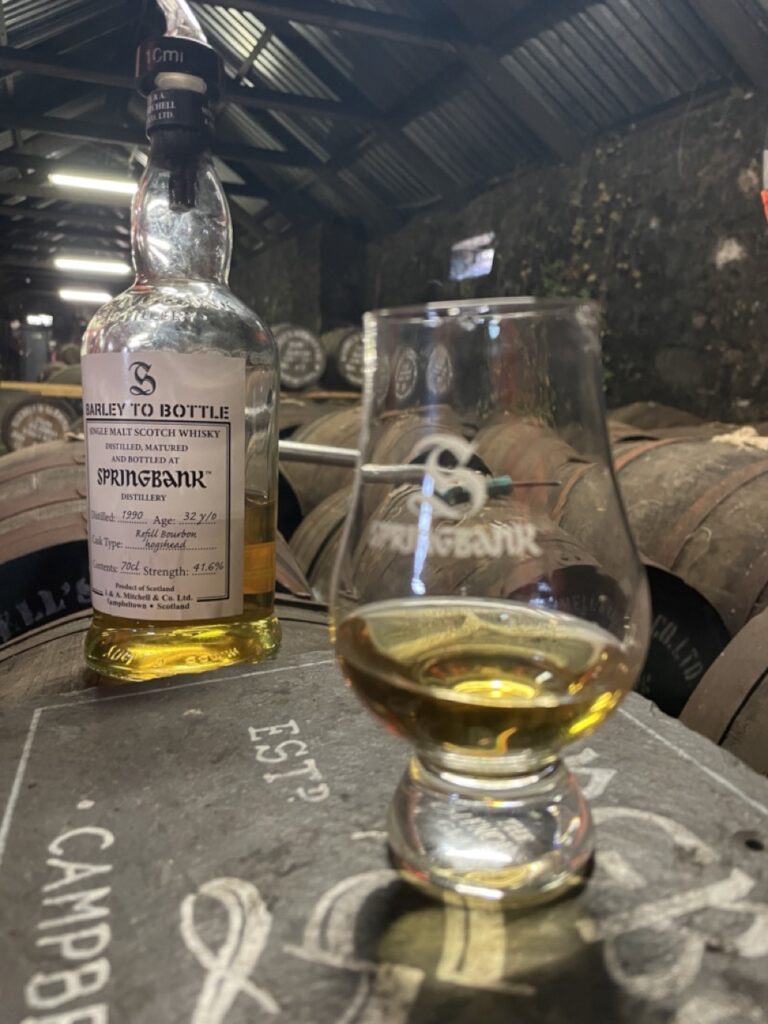
Et c’est donc là que nous avons touché le Graal avec ce Springbank 32 ans d’age.
Ce nectar était d’une douceur extrême, passé naturellement de 63% à 41,6 % tout du long de ses 32 ans de maturation.
Déjà à la présentation de la bouteille, tout le monde a ouvert des yeux comme des gamins chez Disney… Plus personne ne parlait, tout le monde voulait voir l’étiquette n’en croyant pas ses yeux…
Je ne saurais décrire la sensation que nous avons eu en le dégustant, une douceur, une rondeur magnifique et des arômes très subtiles apportés par le vieillissement en fut de bourbon pendant ces 32 années. J’en garderai un souvenir ému 😉

Nous avons également eu la chance et le privilège de déguster un Longrow et un Kilkerran de 23 ans qui nous ont également ravi les papilles.
Ce n’est pas tout les jours que l’on peut avoir accès à des bouteilles d’exception, des vieillissements hors d’age tel que ceux là.
En tant qu’amoureux et amateur un peu averti je connais le potentiel de ces whiskys, je sais les apprécier pleinement à leur juste valeur tant les arômes sont exceptionnels.
Mon seul regret étant de ne pouvoir me les acheter…
Mais il faut savoir raison garder et c’est justement à l’occasion d’évènement tel que celui là que l’on peut avoir la chance de déguster des whiskys inaccessibles.


La Guest House et le Staff
Je ne pouvais terminer cet article sans remercier chaleureusement toute l’équipe qui s’est occupé de nous à la guesthouse car nous avons été chouchoutés par des personnes adorables et souriantes. Il en est de même pour tout le staff de la distillerie avec qui nous avons échangé de merveilleux moments.


La semaine passée chez Springbank est une superbe expérience à vivre, peut être même à revivre pour voir dans 10 ans ce que donnera le whisky que nous avons aidé à élaborer…
En tout cas c’est une belle aventure humaine, nous avons côtoyé les gens dans leur quotidien, pas seulement en tant que touriste qui visite une distillerie pendant une heure, mais avec de vrais échanges dans la vraie vie et on sent que tout le monde est heureux de travailler dans cette distillerie avec une certaine fierté et dans le respect des traditions d’une distillerie familiale et artisanale.
Fin de la semaine et remise de diplôme
Voilà, la semaine dense et passionnante s’est terminée par un examen final et une remise de diplôme avant que chacun ne se sépare pour retourner à son quotidien la tête pleine de souvenir.
J’y ai fait de belles rencontres, les personnes avec qui j’ai partagé ces instants inoubliables était de belles personnes, une vrai team travaillant dans la joie et la bonne humeur.
Fort heureusement, les souvenirs ne sont pas que dans la tête car il faut bien reconnaitre que la valise était bien chargée au retour…




Donc voilà, la Springbank Whisky School est à ce jour la plus belle et merveilleuse expérience que j’ai eu l’occasion de vivre autour de ma passion du Whisky.
Je ne sais quelle pourrait être la prochaine étape… à part monter une distillerie peut être 😉
